Loghi ottenuti per imbutitura e stampo V-line
Bollettino soluzioni
Loghi, indicatori di posizione, istruzioni e molto altro vengono spesso ottenuti per imbutitura o stampati nel foglio di lamiera per varie ragioni. A volte, come per i loghi, tali elementi rappresentano parte del design del prodotto. Per le altre situazioni, come nel caso delle istruzioni critiche o dei marcatori, l’intento è di renderli permanenti poiché la parte potrebbe essere verniciata con un’operazione separata, oppure cose come le etichette potrebbero staccarsi. Il presente bollettino relativo alla soluzione descrive la differenza tra i due approcci più comuni – imbutitura – forgiatura a freddo e stampo V-line – e offre inoltre alcuni suggerimenti per ottimizzare i risultati.
Imbutitura – Forgiatura a freddo
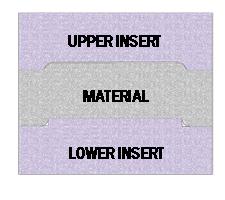 Una normale corsa del punzone taglia il metallo e crea uno sfrido. La vista qui di seguito mostra come il materiale viene forgiato verso l’alto arrestando la corsa del punzone prima che il metallo si fratturi e si stacchi come sfrido. Questo processo può sollevare materiale fino al 50% dello spessore della lamiera in funzione della duttilità senza fratturare il materiale. Si possono formare forme o parole molto visibili per creare un effetto tri-dimensionale e tali elementi possono essere di qualunque dimensione fino al massimo relativo alla stazione.
Una normale corsa del punzone taglia il metallo e crea uno sfrido. La vista qui di seguito mostra come il materiale viene forgiato verso l’alto arrestando la corsa del punzone prima che il metallo si fratturi e si stacchi come sfrido. Questo processo può sollevare materiale fino al 50% dello spessore della lamiera in funzione della duttilità senza fratturare il materiale. Si possono formare forme o parole molto visibili per creare un effetto tri-dimensionale e tali elementi possono essere di qualunque dimensione fino al massimo relativo alla stazione.
Suggerimenti:
- Caratteri:
- Per una chiara definizione e leggibilità, sollevare i caratteri di almeno 0,4 – 0,5 mm (0,016 – 0,020”) al di sopra della superficie.
- Raccomandazioni sulla larghezza dei caratteri:
- Motivi in rilievo con forgiatura a freddo: una larghezza minima pari al 75% dello spessore del materiale

- Motivi incassati con forgiatura a freddo: la larghezza minima può essere ridotta al 50% dello spessore del materiale se il testo viene letto incassato in corrispondenza dei caratteri creati per imbutitura.
- Motivi in rilievo con forgiatura a freddo: una larghezza minima pari al 75% dello spessore del materiale
- Per ridurre al minimo la distorsione della lamiera derivante dalla deformazione del metallo, l’altezza di deformazione deve essere minore possibile.
- I risultati migliori di imbutitura/forgiatura a freddo si ottengono con spessore del materiale che vanno da 1,00 a 2,00 mm (0,040 – 0,078”).

- Il tonnellaggio è simile a quello relativo alla punzonatura di un foro. Per i migliori risultati, fornire un disegno CAD o una stima dei mm (pollici) lineari dell’imbutitura.
- Le dimensioni massime dipendono dal modello di utensile, dalle dimensioni della stazione e dalla capacità della pressa punzonatrice in termini di tonnellaggio.
- Le stazioni adiacenti a questo utensile non devono essere utilizzate.
Stampo V-line
Lo stampo V-line crea l’immagine con una linea sottile stampata sulla superficie. Richiede relativamente poca forza. Usando questa tecnica è possibile ottenere immagini grandi e complesse. È necessaria un’indicazione precisa della dimensione, della forma e della profondità di ciascuna figura, al di sotto della superficie. Possono essere specificati i caratteri o può essere fornito materiale grafico, in funzione dei requisiti del tema in questione.

Suggerimenti:
- La sezione trasversale “V” viene realizzata con un’altezza pari a 0,018 a 60 gradi; la profondità effettiva è compresa tra 0,010 e 0,013.
- Gli stampi V-line possono essere riempiti di vernice, rendendo difficile o impossibile la lettura
- Nell’ambito della capacità della pressa punzonatrice, le figure possono essere di qualunque dimensione fino al massimo relativo alla stazione.
- Lo spessore del materiale varia da 0,80 mm (0,032”) fino alla capacità della macchina.
- Le stazioni adiacenti a questo utensile non devono essere usate.
- Tonnellaggio per stampi V-line:
| Lunghezza | Profondità | Alluminio | Acciaio dolce | Acciaio inossidabile |
| 1.00(25,4) | .010(2,50) | .134(0,12) | .400(0,36) | .670(0,60) |
Per Lineal Inch(mm):

