Press brake forming insights: The return flange goes deep
6月 28, 2017The deep return flange: How do you define it, how is it used, and how do you form one? Part geometries like the deep return flange present forming challenges best overcome with close collaboration among the part designer, manufacturer, and press brake operator.

A deep return flange emerges from a pass-through window in the punch.
Fabricated parts made from sheet metal range from the simple to the very complex. Most part designs are relatively simple, which allows them to be produced with straightforward bend sequences and commonly available tooling.
Still, while CAD can capture a seemingly limitless number of creative ideas, not all can be translated into formed sheet metal. More challenging designs go hand-in-hand with the greater capabilities of press brakes, machine software, design software, and tooling. For instance, bending simulation software and modern machinery now make complex staged bending setups much easier, encouraging part designers to combine two or more previously welded components into one formed, and often quite complicated, sheet metal part.
What makes a part design complex for forming? The answer isn’t always obvious. In fact, parts with seemingly complex geometries might be simple to form, while a standard-looking box could present major bending hurdles. Many of these deal with backgauging challenges. Still others involve tooling interference and part manipulation issues. Strong collaboration among the part designer, production staff, and machine operators makes these challenges far easier to overcome.
One common, deceivingly simple design can be found on various parts across the fabrication industry. It looks straightforward, but without the right forming strategy, it in fact makes it difficult or impossible for an operator to perform the entire bend sequence. That design element is the deep return flange.
Defining the Variables
A deep return flange is created when a second bend is produced near the first bend; also, the return flange’s length is greater than or equal to the flange created by the second bend (see Figure 1). This causes the first bend to arc back toward the second bend line. In this situation, a bend simulation would reveal the first bend line crossing the centerline of the punch. That initial flange would of course collide with a standard straight punch.
Why make a part with a deep return flange in the first place? It has to do with the flat blank design, which drives part accuracy, fit, complexity of downstream assembly, and, ultimately, production time and cost. A deep return flange often allows engineers to make a design out of one flat blank instead of several pieces that need to be assembled.
The variables for deep-return-flange forming abound, including available open height for the tools in the press brake stroke; the machine’s tonnage capacity; whether additional bends on the part interfere or collide with the deep return flange; whether the flat blank is properly produced; and, not least, good safety practices. Other primary variables include the material type and thickness being formed, the length of the part, and the tools available.
How deep can a return flange be? To answer this question, evaluate each application by asking two more questions: Do available tools have enough clearance for the part to be formed? If so, will the tools withstand the force applied to them?
To answer the first question, refer to graphics commonly available in tooling catalogs. In some cases, you can import a DXF file of the tool itself into the design software, where you can verify whether the bend can be produced. These DXF files can also be imported into most press brake controllers.
To answer the second question, you need to calculate how much tonnage the job requires, then compare it with the maximum-tonnage information from your press brake manufacturer and tooling supplier. Steve Benson, a recognized bending expert and regular contributor to this magazine, offers the following formula for air bending (all units are in inches):
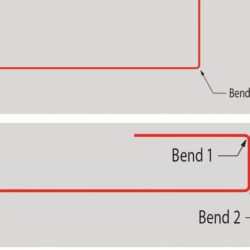 Figure 1
Figure 1
A side view of a formed sheet shows how the vertical extension (flange) on the top becomes a deep return flange after the second bend, shown at the bottom.
Die width/12} × Length of bend
The Gooseneck Punch
Consider a box frame 14 by 14 in. and 1.5 in. high, designed to support an object that’s 12 by 12 by 12 in. This could be made with a flat surface and 1.5-in. legs welded into place, or it could be made from one formed piece with deep return flanges incorporated into the design (see Figure 2). This simplifies and strengthens the part, shortens production time, eliminates assembly requirements, and reduces costs. However, an operator could not form this with a standard punch without the return flange colliding with the tool during the second bend. The clearance just isn’t there.
A gooseneck-style punch can provide that clearance (see Figures 3 and 4). This tool allows the operator to form the second bend without the return flange colliding with the tool. Tooling suppliers make many standard gooseneck profiles, and most offer custom profiles as well. The design allows the deep return flange to extend beyond the tool centerline, providing sufficient clearance for metal to form properly.
Reliefs
A relief is a tool modification that allows a deep return flange to move into an area where the punch body would otherwise be. Think of a relief as a notch, with material carved out of the punch body (see Figure 5).
Reliefs should not significantly reduce the tool’s structural integrity. Toolmakers normally design them using large-radius curves designed to minimize as much local stress as possible.
Window
This tool modification allows a deep return flange to pass completely through a window that has been cut into the punch body. The window usually is oversized relative to the flange to allow clearance. Large radii on the corners of the window also help reduce stress on the punch (see Figures 6 and 7).
Windows should never compromise the tool’s strength. They are best made by tooling producers that make the calculations to ensure the tool will meet application requirements without compromising its structural integrity.
The brake operator must position the part properly before the bend cycle begins. The flange must be able to form freely into and through the window without contacting any obstructions. The operator also needs to be able to disengage the part from the window and remove it from the bend area. This again calls for strong collaboration between design and manufacturing.
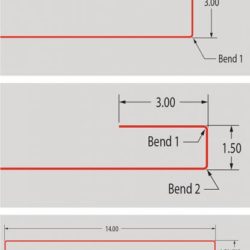 Figure 2
Figure 2
The 3-in. return flange, twice the dimension of the 1.5-in. flange produced by the second bend, supports the 14- by 14-in. surface.
Bend Sequencing
Making a single bend is one thing. Making many on a part is something else entirely. This is where bend sequencing comes into play.
Which bends should be first, and when should one make the deep return flange? Part geometry drives the bend sequence, which is why there is no one rule of thumb. In some cases, the operator bends the deep return flange early in the sequence; in other cases, it’s at the end. How will you know?
Consider a box where adjacent bends intersect each other. With deep return flanges, a punch with horns (see Figure 8) will not extend deeply enough to reach the bend line without the punch body interfering with the adjacent bends. No matter the bend sequence, the operator will find that when forming these bends, the adjacent return flanges will collide with the punch body.
To address this challenge, you can modify the part blank with a saw-cut or laser-cut relief produced by a laser or punch press. This creates a cut along the bend line in the exact area where the tool cannot bend the material.
In our current box example, placing a cut on the left and right of the bend effectively creates a shorter bend line, which means the operator can use a shorter punch section that will not interfere with the return flanges.
But what if the part design doesn’t allow you to place relief cuts along the bend line? In this case, you can create a preform depression or emboss of a line or groove. It follows exactly along the bend line in the same place and for the same length as the cut relief. The groove weakens the material but does not separate or pierce it (see Figure 9).
The weakened material still offers some resistance during the bend cycle, but not a significant amount. This again allows the brake operator to use a shorter tool section that does not interfere with the return flanges.
To create the preform depression or emboss, you can use a punch press with either a universal-style emboss tool that can accommodate multiple material thicknesses or a dedicated emboss tool designed for a specific material thickness. Which to choose depends on the application requirements as well as the material surface quality that the part design requires. These tools are available for both upbending and downbending applications.
About Collaboration
Creating an effective forming strategy requires good communication. Can the press brake operator perform the entire bend sequence without the tools and previously formed flanges colliding? And can the operator efficiently manipulate the part during bending and remove it from the tool after it’s completely formed?
Any part geometry that includes a deep return flange will require extra care and attention from both the part designer and brake operator. Their collaboration will ensure that the customer will be pleased with the result.
Images courtesy of Mate Precision Technologies.
Publication: The Fabricator July 2017

