Elimine Operaciones de Doblando Secundarias
Solution Bulletin
El Problema:
Una de las operaciones de fabricación de lámina metálica más comunes es el doblado. A medida que los fabricantes buscan racionalizar las operaciones para reducir costos e incrementar la eficiencia, el doblado está por lo general a la cabeza de la lista porque normalmente requiere una operación secundaria en la plegadora de lámina. Así y todo, las oportunidades de racionalizar las operaciones de doblado han sido limitadas. Mate ofrece una solución -EasyBend™- para piezas finales pequeñas en las que el uso de una plegadora de lámina parece una exageración. Con VariBend™, Mate amplía las posibilidades de hacer la fabricación más eficiente mediante un uso más efectivo de la punzonadora.

La Solución de Mate:
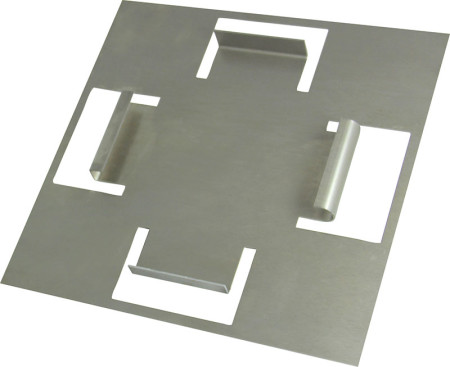
VariBend™ de Mate es una herramienta flexible multiusos que permite la conformación de las lengüetas en la lámina metálica en un entorno de punzonadora, al eliminar algunas operaciones secundarias normalmente reservadas para una plegadora de lámina. Flexible, porque puede utilizarse para un amplio rango de espesores de material, VariBend es también multiusos porque puede utilizarse para conformar lengüetas en cualquier ángulo, hasta 90º (y en algunos casos, más allá de ese valor).
Cómo Funciona:
Se hace bajar la herramienta de conformación superior a la lámina hasta que comienza el doblado. Luego se dobla en exceso el reborde para tener en cuenta el retorno elástico del material (ilustración izquierda, abajo). Cuando la herramienta superior vuelve, se forma el doblado deseado (ilustración derecha, abajo).

Si bien no se requiere, la VariBend es muy apta para máquinas con capacidad de conformación hacia arriba, y especialmente para máquinas con control de la carrera. La conformación hacia arriba permite lograr la forma más alta posible para el diseño de la herramienta. Dado que la matriz se sitúa más abajo que una matriz de conformación en una operación de conformación normal, la lámina permanece plana. Esto aumenta la exactitud de la lengüeta formada, a la vez que reduce la marcación en la cara inferior de la lámina. El uso de VariBend en máquinas con control de la carrera asegura una preparación sencilla, y exactitud en la conformación de lengüetas en una punzonadora.
VariBend puede utilizarse también en máquinas que no tengan capacidad de conformación hacia arriba o funciones de control de la carrera. La altura de la lengüeta conformada puede estar restringida, según la magnitud de la altura de torreta de la máquina del usuario. En entornos de torreta alta, pueden utilizarse los soportes Ultraform® de Mate para el ajuste de longitud en máquinas sin control de la carrera. Los ángulos conformados pueden modificarse mediante el ajuste de la longitud del soporte Ultraform con las herramientas VariBend instaladas.
Otras Informaciones:
- VariBend can be programmed as a normal forming tool (regular forming or as an upforming tool).
- To obtain bends of 90°, a punched tab must have a minimum length of 0.243” (6,17mm) from the end of the tab to the tool centerline in order for the rotating die to initiate the forming process. A shorter length tab will result in forms less than 90°.
- With varibend, it is easy to adjust the angle of the form. Generally speaking, to change the formed angle by 1°, adjust the stroke length or tool length by 0.005” (0,13mm).
- VariBend will produce form heights of approximately 0.300”–0.700” (7,60mm –17,75mm). With caution and reduced speeds, slightly shorter forms can be achieved. The maximum height is determined by the design and height of the upper tool.
- When possible, all forms should be processed as close to the end of the program as possible to prevent damage to forms from the normal punching process.
Estilos de Herramental y Tamaños de Estación Disponibles
- Torreta alta, estaciones B a E
- Estilo Trumpf, tamaño 2
- Estilo Murata Wiedemann 114, estaciones D a L
- Torreta baja, estaciones de 1¼” y 3½”
- Nova, estaciones D a G
Restricciones de Material y Otras:
- Espesor mínimo del material: 0.020” (0.51 mm)
- Espesor máximo del material:
Acero dulce: 0.098” (2.49 mm)
Aluminio: 0.098” (2.49 mm)
Acero inoxidable: 0.079” (2.01 mm)
Restricciones de Tonelaje:
No se conocen

