Consejos para Logotipos Embutidos y Estampado de Línea V
Solution Bulletin
A menudo se embuten o estampan en la lámina metálica logotipos, marcadores de ubicación, instrucciones, etc., por diversas razones. A veces, como en el caso de los logotipos, forman parte el diseño del producto. En otras situaciones, como instrucciones críticas o marcadores, la intención es hacerlos permanentes porque la pieza puede pintarse en una operación separada, o las etiquetas o elementos similares podrían finalmente salirse. Este Boletín de soluciones describe la diferencia entre los dos métodos más comunes -embutido forjado en frío y estampado de línea V- y proporciona algunos consejos para optimizar los resultados.
Embutido forjado en frío
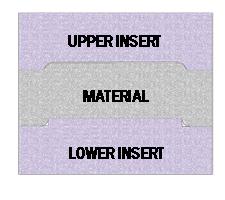 Una carrera de punzón normal cizalla el metal y crea un desecho. La vista de abajo muestra cómo el material se forja hacia arriba al detener la carrera del punzón antes de que el metal se fracture y se rompa como desecho. Este proceso puede elevar el material hasta el 50% del espesor de la lámina, según la ductilidad, sin fracturar el material. Pueden conformarse palabras o figuras visibles muy distintivas para crear un efecto tridimensional, que puede tener cualquier tamaño hasta el máximo de la estación.
Una carrera de punzón normal cizalla el metal y crea un desecho. La vista de abajo muestra cómo el material se forja hacia arriba al detener la carrera del punzón antes de que el metal se fracture y se rompa como desecho. Este proceso puede elevar el material hasta el 50% del espesor de la lámina, según la ductilidad, sin fracturar el material. Pueden conformarse palabras o figuras visibles muy distintivas para crear un efecto tridimensional, que puede tener cualquier tamaño hasta el máximo de la estación.
Consejos:
- Caracteres:
- Para obtener legibilidad y definición clara, eleve los caracteres al menos 0.016 (0.4) a 0.020 (0.5) sobre la superficie.
- Recomendaciones sobre el ancho de los caracteres:
- Diseños de forjado en frío ARRIBA: un ancho de 75% del espesor del material como mínimo

- Diseños de forjado en frío ABAJO: el ancho mínimo puede reducirse hasta el 50% del espesor del material si el texto se lee mirando hacia abajo los caracteres embutidos
- Diseños de forjado en frío ARRIBA: un ancho de 75% del espesor del material como mínimo
- Para minimizar la deformación de la lámina resultante de la conformación del metal, la altura de la forma debe ser tan baja como sea posible.
- Los mejores resultados del embutido forjado en frío ocurren con un espesor del material de 0.040 (1.00) a 0.078 (2.00).

- El tonelaje es similar al del punzonado de un agujero. Para obtener los mejores resultados, proporcione un plano CAD o un estimado de la longitud en pulgadas (mm) del embutido
- El tamaño máximo depende del estilo del herramental, el tamaño de la estación y la capacidad de tonelaje de la prensa.
- Las estaciones adyacentes a esta herramienta no deben utilizarse.
Estampado de línea V
El estampado de línea V reproduce la imagen con una línea fina y aguzada estampada en la superficie. Requiere una fuerza relativamente pequeña. Con esta técnica pueden realizarse imágenes grandes y complicadas. Se requiere para cada figura una indicación exacta del tamaño, forma y profundidad bajo la superficie. Pueden especificarse los tipos de caracteres o pueden suministrarse ilustraciones, según los requisitos del caso.

Consejos:
- La sección transversal de la V se hace de 0.018 de altura por 60 grados; la profundidad real está entre 0.010 y 0.013.
- Los stencils de línea V pueden llenarse con pintura, lo que los hace difíciles o imposibles de leer
- Dentro de la capacidad de la prensa, las figuras pueden ser de cualquier tamaño hasta el máximo de la estación.
- El espesor del material va desde 0.032 (0.80) hasta la capacidad de la máquina.
- Las estaciones adyacentes a esta herramienta no deben utilizarse
- Tonelaje para el estampado de línea V
| Longitud | Profundidad | Aluminio | Acero dulce | Acero inoxidable |
| 1.00(25,4) | .010(2,50) | .134(0,12) | .400(0,36) | .670(0,60) |
Per Lineal Inch(mm):

