Wybicia przekraczające zakres stacji
Biuletyn rozwiązań
Formowanie wybić przekraczających zakres stacji lub nacisk prasy w tonach
Wybicia są rozpowszechnione w produkcji wyrobów z blach i często używane w obudowach elektrycznych jako punkty dostępu dla przewodów. Są one tworzone przez wybijanie odpadu z blachy, ale z pozostawieniem małych nieodciętych zakładek. Zatrzymany odpad może być usunięty (wybity) później.
W typowym przypadku w procesie wykrawania wybiciowego wykorzystuje się pojedyncze narzędzie do wytworzenia odpadu i zakładek. Wybicia mogą być formowane w górę lub w dół, zależnie od wymogów produktu gotowego i procesu wytwórczego. Zwykle odpad jest przemieszczany lekko przez grubość materiału, aby zapewnić jego całkowite odcięcie od blachy.
Wiele wybić mieści się w zakresach rozmiarów stacji prasy wykrojnikowej. Czasem konieczne są wybicia większe niż możliwe do wykonania w ramach dostępnych stacji lub wymagany nacisk w tonach jest zbyt duży dla maszyny. Poniżej wymieniono kilka sposób na wykonanie tych ponadzakresowych lub ponadnaciskowych wybić.
Rozwiązanie proponowane przez firmę Mate:
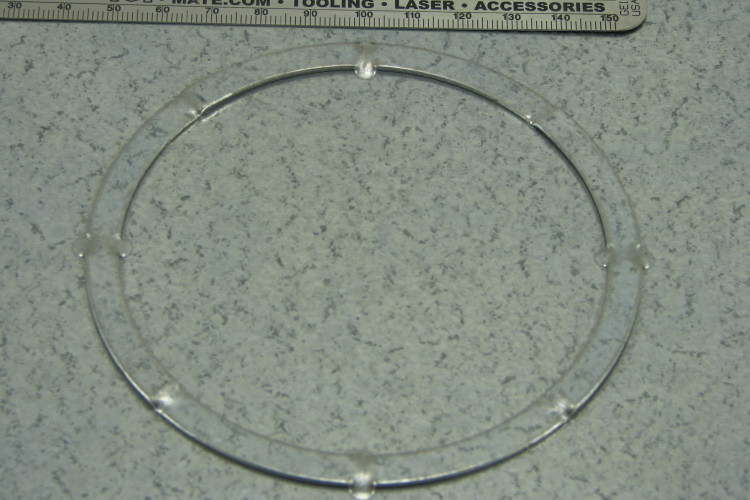
Prawdopodobnie najlepszym sposobem na poradzenie sobie z tymi sytuacjami są wybicia segmentowe lub wielokrotne. Pomimo tego, że nie są one tak „ładne” jak te formowane przez osobne narzędzie do wybijania, to po prostu umożliwiają wykonanie zadania. Fotografia pokazuje duże 4,00” (102,00mm) wybicie, wykonane przy użyciu metody segmentowej. Konstrukcja narzędzia powoduje umieszczenie zakładek w określonych miejscach, aby ułatwić usuwanie. Odmianą wybijania segmentowego jest przekłuwanie z wykonaniem łukowatego mostka i formowanie go. Dzięki temu narzędziu każda krawędź łuku jest ukosowana, aby ułatwić zachodzenie na siebie uderzeń i zminimalizować odkształcenie.
Dodatkową zaletą wybić segmentowych lub wielokrotnych jest to, że zmniejszają on wymagany nacisk w tonach, aby zadanie było łatwiejsze do wykonania na Twojej maszynie. Wartą uwzględnienia wskazówką i techniką jest formowanie w dół. Formując w dół, możesz uzyskać większy odcisk bez zwiększania nacisku w tonach. Jest tak dlatego, że przy formowaniu wykorzystywany jest zdzierak sprężynowy, który wymaga dodatkowej siły.

