Processus rapides avec des outils concaves 4 vés
Bulletin de solution
Le problème
Les pièces présentant des bords arrondis sont fréquemment utilisées dans la fabrication de tôles. Non seulement assurent-elles un aspect plus fini, les bords arrondis éliminent aussi les coins coupants et pointus susceptibles de provoquer des blessures durant l’extraction ou d’endommager des composants ou du câblage internes. Les tôleries utilisent très souvent des outils spéciaux qui demandent aussi l’utilisation d’un poste d’indexage. Certaines opérations peuvent requérir celles-ci, mais il existe un outil souvent négligé qui peut accélérer le processus, réduire les coûts et l’usure des machines : l’outil de rayon concave 4 vés.
La solution Mate
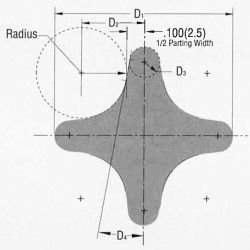
Un outil de rayon 4 vés permet aux tôleries d’obtenir des rayons de coin dans des pièces avec juste une seule frappe par rapport au grignotage ou à l’utilisation d’un outil spécial. Pouvant frapper tous les 4 coins simultanément, un outil de rayon 4 vés ne demande pas de poste d’indexation. L’outil de rayon 4 vés peut s’adapter à un poste unique ou à un multi-outils. En le concevant pour qu’il corresponde à la largeur d’un outil de détourage, les tôleries peuvent aussi combiner un outil de rayon 4 vés avec des opérations de séparation pour aller encore plus loin dans la rationalisation de leurs processus de fabrication.
Dans une application de refendage en continu, l’outil de rayon à quatre vés utilise une frappe verticale entre les pièces pour rapprocher l’imbrication de la plage maximum. L’outil de rayon 4 vés peut aussi aider à maximiser la gamme de tôles et à réduire l’usure de la machine. Par exemple, si vous avez une tôle de 100 pièces (10 rangées par 10 colonnes), vous pouvez poinçonner les coins avec 121 frappes avec l’outil unique à comparer aux 400 frappes avec un outil spécial dans un poste d’indexage.
« Secouer et casser » est un noms populaire pour une méthode de détacher facilement des pièces multiples d’une tôle de matériau. La méthode est basée sur de petites pattes de connexion entre les pièces créées par la programmation de l’espacement du poinçon de cisaillement ou de détourage. Ces pattes maintiennent la tôle et les pièces intactes pendant le poinçonnage, tout en permettant leur séparation aisée une fois extraites de la machine. Toute pièce qui ne se libère pas en tombant quand on secoue la tôle est rapidement sortie en étant soumise à une torsion manuelle. En concevant le rayon 4 vés avec des extrémités à micro-joints et en le combinant avec un poinçon de détourage avec des extrémités à micro-joints, vous pouvez obtenir une solution « secouer et casser » qui a des coins arrondis. Mieux encore, combinez ces solutions avec l’outil EasySnap™ de Mate pour extraire facilement les pièces du squelette.

