Éliminer les opérations secondaires de pliage
Bulletin de solution
Le problème:
Le pliage est l’une des opérations de fabrication les plus courantes en tôlerie. Les tôleries recherchant des opérations de rationalisation pour réduire les coûts et améliorer l’efficacité, le pliage arrive habituellement tout en haut de la liste parce qu’il demande généralement l’exécution d’une opération secondaire sur la presse plieuse. Toutefois les possibilités de rationalisation des opérations de pliage ont été limitées. Mate offre une solution — EasyBend™ — pour les pièces finales les plus petites où l’utilisation d’une presse plieuse serait démesurée. Avec VariBend™, Mate développe les possibilités de rendre la fabrication plus efficace avec une utilisation plus rationnelle de la presse poinçonneuse.

La solution Mate:
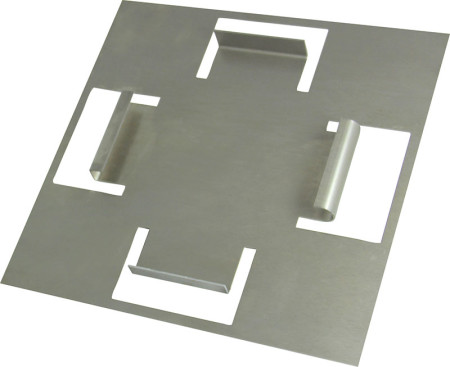
L’outil VariBend™ de Mate est un outil souple et polyvalent qui permet le formage de pattes de tôle dans un environnement de poinçonneuse, en éliminant quelques opérations secondaires normalement réservées à une presse plieuse. Souple, parce qu’il peut être utilisé pour toute une série d’épaisseurs de matériau, VariBend est aussi polyvalent, car il peut être utilisé pour former des pattes à n’importe quel angle jusqu’à 90° (et même plus dans certains cas).
Comment ça marche:
L’outil de formage supérieur est abaissé sur la tôle jusqu’à ce que le pliage soit amorcé. La bride est alors pliée un peu plus pour tenir compte du retour du matériau (illustration ci-dessous à gauche). Au moment du retour de l’outil supérieur, le pli désiré est formé (illustration ci-dessous à droite).
Bien que cela ne soit pas demandé, VariBend convient très bien aux machines ayant des possibilités de formage vers le haut et en particulier pour les machines avec contrôle de course. Le formage vers le haut permet la forme la plus haute pour le design d’outil. La matrice se trouvant plus bas qu’une matrice de formage dans une opération de formage normale, la tôle repose plus plate. Ceci accroît la précision de la patte formée tout en réduisant le marquage de la tôle du côté regardant vers le bas de la tôle. L’utilisation de VariBend dans des machines avec contrôle de course facilite le paramétrage et la précision de la formation de pattes dans une presse poinçonneuse.

VariBend peut aussi être utilisé dans des machines sans fonction de formage vers le haut ou de contrôle de course. La hauteur des pattes formées peut être restreinte, en fonction de la hauteur de l’espace sous tourelle de la machine de l’utilisateur. Avec des tourelles épaisses, les porte-outils Ultraform® de Mate peuvent être utilisés pour le réglage de la longueur dans des machines sans contrôle de course. Il est possible de modifier les angles formés en réglant la longueur du porte-outil Ultraform avec les outils VariBend installés.
Autres informations:
- VariBend peut être programmé comme un outil de formage normal (formage régulier ou comme outil de formage vers le haut).
- Pour obtenir des plis de 90°, une patte poinçonnée doit avoir une longueur de 0,243″ (6,17 mm) au minimum du bout de la patte jusqu’à la médiane de l’outil afin que la matrice rotative puisse initier le processus de formage. Une longueur de patte plus courte donne des formes inférieurs à 90°.
- Avec VariBend, il est facile de régler l’angle du formage. De manière générale, pour changer l’angle formé de 1°, régler la longueur de la course ou la longueur de l’outil de 0,005″ (0,13 mm).
- VariBend produit des hauteurs de forme d’environ 0,300”–0,700” (7,60mm –17,75mm). En faisant attention et à vitesses réduites, il est possible de réaliser des formes légèrement plus courtes. La hauteur maximum est déterminée par le design et la hauteur de l’outil supérieur.
- Lorsque c’est possible, toutes les formes doivent être traitées aussi près de la fin du programme que possible afin d’éviter de détériorer les formes avec le processus de poinçonnage normal.
Types d’outillages et Tailles de poste disponibles
- Tourelle épaisse, Postes B à E
- Type Trumpf, Taille 2
- Murata Wiedemann Type 114, Postes D à L
- Tourelle fine, Postes 1¼” et 3½”
- Nova, Poste D à G
Matériau et autres restrictions :
- Épaisseur minimum du matériau : 0,020” (0,51mm)
- Épaisseur maximum du matériau :
Acier doux : 0,098” (2,49mm)
Aluminium : 0,098” (2,49mm)
Inox : 0,079” (2,01mm)
Restrictions de tonnage :
Inconnues

