Knock-outs qui dépassent la plage des postes
Bulletin de solution
Formage de knock-outs qui dépassent la plage des postes ou la capacité en tonnage de la presse
Les knock-outs sont courants en fabrication de tôle, ils sont fréquemment utilisés dans les enveloppes électriques comme points d’accès pour les fils électriques. Ils sont créés en poinçonnant une débouchure de la tôle, mais en la laissant attachée par de petites pattes non découpées. La débouchure retenue peut être enlevée ultérieurement.
En général, le processus de poinçonner des knock-outs utilise un unique outil pour créer la débouchure et les pattes. Les knock-outs peuvent être formés vers le haut ou vers le bas, ce qui est déterminé par les exigences du produit fini et le processus de fabrication. La débouchure est habituellement légèrement déplacée par l’épaisseur du matériau pour s’assurer qu’elle est bien détachée de la tôle.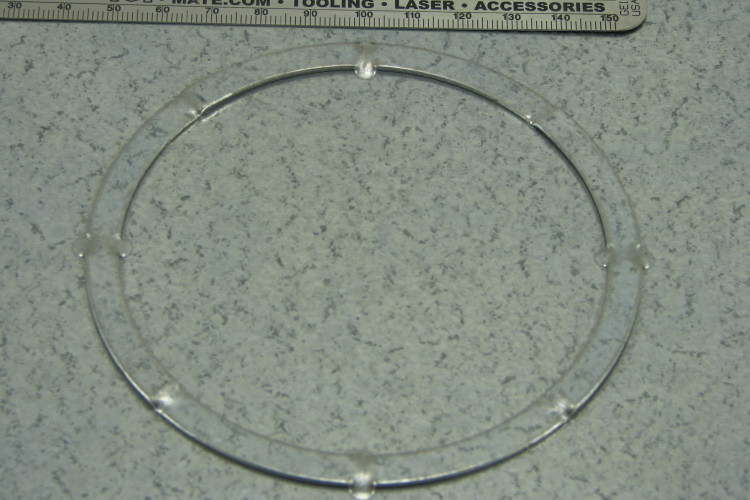
Un grand nombre de knock-outs entrent dans les plages de tailles de poste de la presse poinçonneuse. Les knock-outs doivent parfois être plus grands que ce qui est possible avec les postes disponibles ou le tonnage requis est trop élevé pour la machine. Voici quelques-unes des méthodes permettant de réaliser ces knock-outs hors plage ou hors tonnage.
La solution Mate:
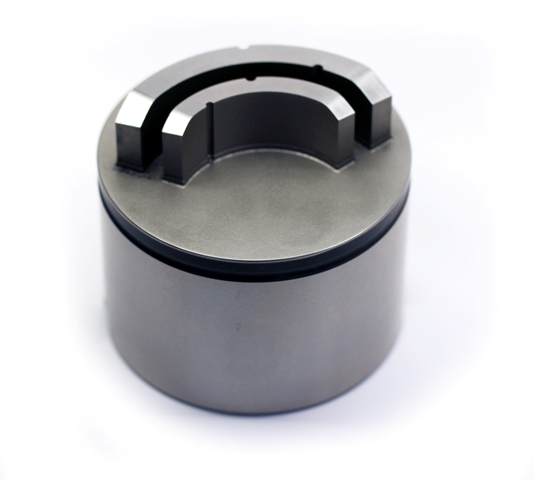
Les knock-outs segmentés ou multiples constituent probablement la meilleure manière de gérer ces situations. Alors qu’ils ne seront pas aussi « jolis » qu’un knock-out formé par un outil de knock-out autonome, ils feront parfaitement l’affaire. La photo montre un grand knock-out de 4,00″(102,00mm) qui a été exécuté avec la méthode segmentée. L’outil positionne les pattes à des positions spécifiques pour faciliter l’extraction des pièces. Une variation du knock-out segmenté est un outil de forme et ouverture de pont en arc. Avec cet outil, chaque bord de l’arc est chanfreiné afin de favoriser le chevauchement des frappes et à minimiser les déformations.
Un avantage supplémentaire des knock-outs segmentés ou multiples est qu’ils réduisent le tonnage requis, ce qui facilite les opérations sur votre machine. Une suggestion et une technique à prendre en compte est le formage vers le bas. Quand vous formez vers le bas, vous pouvez obtenir une empreinte plus grande sans augmentation du tonnage. Ceci parce que le formage vers le haut utilise un dévêtisseur monté sur ressort qui requiert une force supplémentaire.

