Outil de charnière
Bulletin de solution
Le problème:
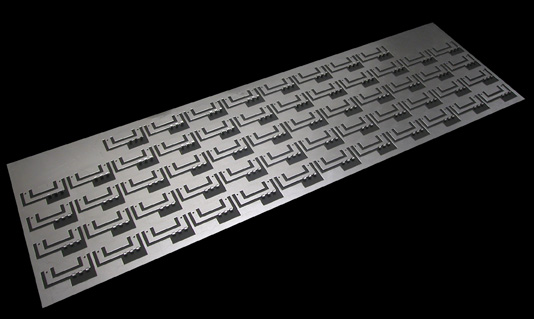
Les charnières, une forme plus complexe, peuvent être traitées dans une presse poinçonneuse. Avec la technologie des machines d’aujourd’hui – celle des presses poinçonneuses à course contrôlée – la production de charnières ne pose plus de problèmes insolubles. En utilisant un outil pour charnière sur la presse à tourelle, les tôleries ont la possibilité de poinçonner un grand nombre de joints de type différent, de longueurs et de diamètres différents. Il est possible de fabriquer des enveloppes métalliques et autres armoires qui requièrent des charnières avec des joints de charnière intégrés.
La solution Mate:
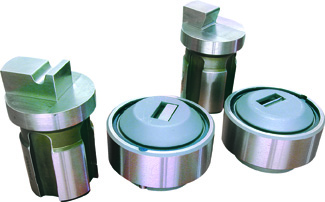
Le formage d’une charnière réussie dans une presse poinçonneuse est un processus qui implique généralement deux outils de formage, l’Outil de formage 1 et l’Outil de formage 2 (désigné aussi comme « Outil pour joint »), ainsi que trois courses de formage. Ces outils de formage viennent en plus des outils de poinçonnage standard utilisés pour créer les pattes pour le formage.
- Une fois les pattes poinçonnées dans la tôle à former, l’Outil de formage n°1 est utilisé pour exécuter les 2 premières courses de formage. Cette première forme produit l’extrémité de la patte.
- La deuxième course de formage est ajoutée à toutes les pattes à former. Cette course de formage relève la patte en la pliant suivant l’angle désiré. La matrice ou l’ensemble inférieur monté sur ressorts sort la tôle de l’insert inférieur en la poussant avant qu’elle n’avance jusqu’à l’emplacement de formage suivant.
- La course de formage finale utilise l’Outil de formage n°2, ou « outil pour joint », qui courbe la patte en angle pour former une charnière. Cet outil comprend aussi un ensemble inférieur monté sur ressort pour sortir le matériau en le soulevant de l’insert inférieur avant d’avancer à l’emplacement de formage suivant.
Le formage de charnières dans une presse poinçonneuse comprend entre autres avantages:
- l’élimination d’opérations secondaires qui fixent les composants de la charnière
- Charnières à part, attaches, points de soudure ou autres opérations de montage ne sont plus nécessaires
- l’élimination du coût de presse plieuse spécialisée ou d’outillage d’estampage nécessaires à la création de formes en charnière
- Assure une précision supérieure à celle d’opérations secondaires plus manuelles.

