Logos emboutis et Estampage en V
Bulletin de solution
Les logos, les marqueurs d’emplacement, les instructions entre autres choses sont souvent emboutis ou estampés dans la tôle pour toute une série de raisons. Parfois, comme les logos, ils font partie du design du produit. Dans d’autres cas, comme les instructions critiques ou les marqueurs, le but est de les rendre permanents, car la pièce risque d’être peinte dans une autre opération, ou des éléments comme des étiquettes risquent de s’effacer. Ce bulletin de solution décrit la différence entre les deux approches les plus courantes – le forgeage et l’estampage en « V » – et donne plusieurs suggestions permettant d’optimiser les résultats.
Forgeage
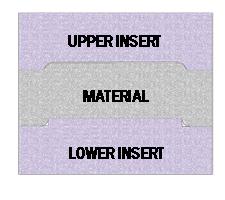 Une frappe de poinçon normal cisaille le métal et crée une chute. La vue ci-dessous montre comment le matériau est relevé en arrêtant la course du poinçon avant que le métal ne se fracture et soit enlevé par cisaillement sous forme de chute. Ce processus peut relever le matériau de jusqu’à 50% de l’épaisseur de la tôle selon la ductilité sans fracturer le matériau. Des formes ou des mots visibles très distinctement peuvent être formés pour créer un effet 3D, et peuvent avoir n’importe quelle taille jusqu’au maximum du poste.
Une frappe de poinçon normal cisaille le métal et crée une chute. La vue ci-dessous montre comment le matériau est relevé en arrêtant la course du poinçon avant que le métal ne se fracture et soit enlevé par cisaillement sous forme de chute. Ce processus peut relever le matériau de jusqu’à 50% de l’épaisseur de la tôle selon la ductilité sans fracturer le matériau. Des formes ou des mots visibles très distinctement peuvent être formés pour créer un effet 3D, et peuvent avoir n’importe quelle taille jusqu’au maximum du poste.
Suggestions:
- Caractères:
- Pour avoir une définition nette et une bonne lisibilité, relever les caractères d’au moins 0,016 (0,4) à 0,020 (0,5) au-dessus de la surface.
- Recommandations de la largeur des caractères:
- Designs VERS LE HAUT forgés à froid : une largeur minimum de 75% de l’épaisseur du matériau

- Designs VERS LE BAS forgés à froid : la largeur minimum peut être réduite à 50% de l’épaisseur du matériau si le texte est lu en regardant les caractères emboutis d’en haut
- Designs VERS LE HAUT forgés à froid : une largeur minimum de 75% de l’épaisseur du matériau
- Pour réduire la distorsion de la tôle conséquence du formage du métal, il faut garder une hauteur de forme aussi faible que possible.
- Le meilleur résultat de forgeage s’obtient dans une épaisseur de matériau comprise entre 0,040(1,00) et 0,078(2,00).

- Le tonnage est similaire à celui du poinçonnage d’un trou. Pour obtenir les meilleurs résultats, veuillez fournir soit un dessin en CAO, soit une estimation de la longueur linéaire en pouces (mm) de l’emboutissage
- La dimension maximale dépend du type d’outillage, de la dimension du poste et de la capacité de la presse.
- Les postes adjacents à cet outil ne doivent pas être utilisés.
Estampage en V
L’estampage en « V » restitue l’image par une ligne mince et fine estampée sur la surface. Cette opération ne demande qu’une force relativement petite. Des images complexes et de grande taille sont possibles avec cette technique. Il est nécessaire de fournir une indication précise de la taille, forme et profondeur en dessous de la surface de chaque image. Les polices de caractères peuvent êtres spécifiées ou un visuel peut être fourni, en fonction des besoins spécifiques du sujet.

Suggestions:
- La coupe transversale en « V » est effectuée avec une hauteur de 0,018 par 60 degrés ; la profondeur effective est comprise entre 0,010 et 0,013.
- Les pochoirs en « V » peuvent être remplis de peinture, ce qui les rend difficile, voire impossible à lire
- Sous réserve des possibilités de la presse, les images peuvent avoir n’importe quelle taille jusqu’au maximum du poste.
- Les épaisseurs de matériau vont de 0,032(0,80) jusqu’à la capacité de la machine.
- Les postes adjacents à cet outil ne doivent pas être utilisés
- Tonnage pour Estampage en « V » :
| Length | Depth | Aluminum | Mild Steel | Stainless Steel |
| 1.00(25,4) | .010(2,50) | .134(0,12) | .400(0,36) | .670(0,60) |
Per Lineal Inch(mm):

