Knockouts that Exceed Station Range
Solution Bulletin
Forming Knockouts That Exceed Station Range or Press Tonnage Capacity
Knockouts are widespread in sheet metal fabrication and are frequently used in electrical enclosures as access points for wires. They are created by punching a slug free of the sheet, but still attached by small uncut tabs. The retained slug can be removed (or knocked out) at a later time.
Typically, the knockout punching process uses a single tool to create the slug and tabs. Knockouts may be formed up or down, determined by the requirements of the finished product and manufacturing process. Usually the slug is displaced slightly by the material thickness to ensure it is cut free from the sheet.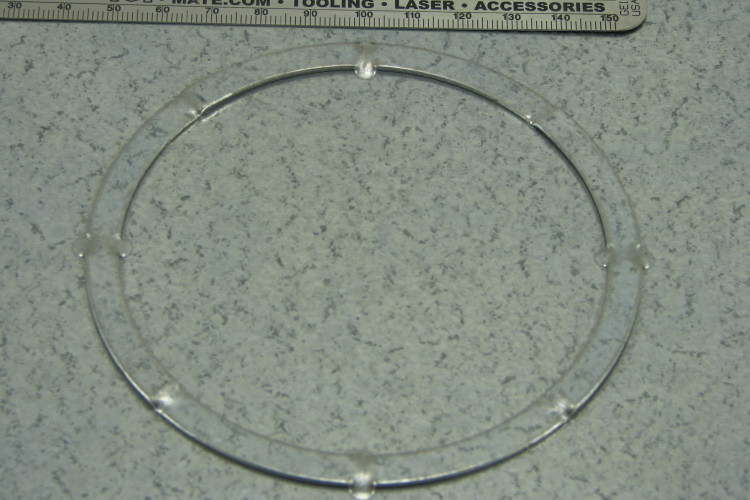
Many knockouts fit within the ranges of the punch press station sizes. Sometimes knockouts are required that are larger than possible to make within available stations or the tonnage required is too high for the machine. Following are some ways to accomplish making these over range or over tonnage knockouts.
The Mate Solution:
Segmented or multiple knockouts are probably the best way to handle these situations. While they won’t be as “pretty” as one formed by a standalone knockout tool, they get the job done. The photo shows a large 4.00”(102,00mm) knockout that was made using the segmented method. The tool design places the tabs at specific locations to facilitate removal. A variation of the segmented knockout is an arch bridge lance and form. With this tool, each edge of the arch is chamfered to help overlap the hits and minimize distortion.
An additional advantage of segmented or multiple knockouts is that they reduce the tonnage required, so it is easier on your machine. A tip and technique to consider is down forming. When you form down, you can get a larger footprint without the increased tonnage. This is because up forming uses a spring stripper that requires additional force.

