浮雕类LOGO和V线压线
Solution Bulletin
商标、位置标记、指示,以及其他标识,因为各种原因需要被冷塅或者刻印在金属板材上。例如商标,他们是产品设计的一部分。对于其他情况,如重要指令或者标记, 也需要他们能够永久突兀可见,因此该零部件接下来还要喷漆喷粉。在此过程中,有的标签可能会被掩盖消失。
在MATE出品的解决方案上,着重介绍了两种最常用的标记方法的区别: 即冷锻浮雕和V线冲压,并且给出了优化方法。
冷锻浮雕
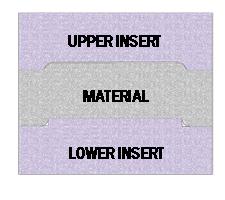 一个正常的冲压过程是,将金属切断并生成废料。下图展现的是打击头在金属板材即将断裂(废料即将被切下)之前停止向下位移,从而将板材向上挤压锻打的过程。
一个正常的冲压过程是,将金属切断并生成废料。下图展现的是打击头在金属板材即将断裂(废料即将被切下)之前停止向下位移,从而将板材向上挤压锻打的过程。
这种方式可以将材料抬升50%板厚的高度后保持塑性形变,而此时板材并没有产生断裂。由此在设备许可的范围内,产生的三维立体效果,将形状或文字变得鲜明可见。
注意事项:
- 字符:
- 如果想让字符清晰可读,需要将字符抬升至少0.015”{0.4mm}到0.020”(0.5mm)
- 字符宽度的建议:
- 冷锻向上设计:最小的宽度是板材厚度的75%

- 冷锻向下设计:如果字符是被用于俯视观察的,最小宽度可以减小到板厚50%。
- 冷锻向上设计:最小的宽度是板材厚度的75%
- 为了避免板材变形过大,成型的高度越低越好。
- 如果板厚在0.04”(1.0mm)到0.0678“(2.00mm)之间的话,成型效果最佳。

- 所需的吨位和冲孔所需压力差不多。为了达到最佳的效果,请提供一个CAD图纸或者给出一个预估的几何尺寸(单位可以是inch或mm)。
- 最大的尺寸取决于模具类型,工位大小和设备吨位
- 靠近该工位的周边请空出,不要再放置其他模具
V-线冲压
V-线冲压渲染图像,用窄而锋利的线条印在表面。它需要相对较小的力量。如果图像较大较复杂,可以使用这种技术。要求各图的尺寸、形状和下表面的深度有精确的指示。按照图形的要求,字体可以被指定或者由设计者提供。

提示:
- “V”形压线的断面0.018”高,角度60°,而实际成型深度为0.01”-0.013”之间
- “V“线形有可能会在后道工序中被漆粉掩盖,很难被读出来
- 只要不超出吨位和工位尺寸,这些字符可以是任何大小
- 材料的厚度范围从0.032英寸(0.8毫米)直到达到机床的能力
- 靠近该工位的周边请空出,不要再放置其他模具
- “V”线冲压所需的吨位数
| 长度 | 深度 | 铝 | 碳钢板 | 不锈钢 |
| 1.00(25,4) | .010(2,50) | .134(0,12) | .400(0,36) | .670(0,60) |
Per Lineal Inch(mm):

