如何利用自旋工位发挥异形模具的工效
Solution Bulletin
问题: 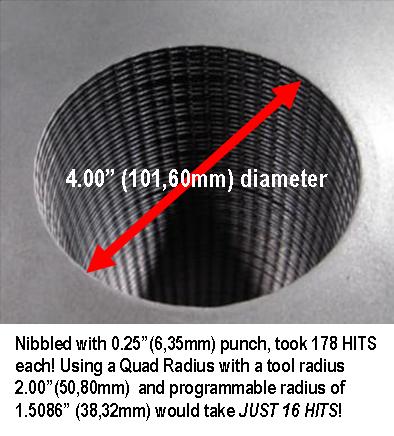
在如今价格至上的大环境中,制造者一直在寻找各种方法来提高生产效率,并在部分领域起的了一些成效。但是大家却常常忽略一个成本黑洞:用小尺寸模具通过蚕食步冲来获得大尺寸孔洞。右图所示的就是小尺寸圆的步冲蚕食效果。这类蚕食会带来以下问题: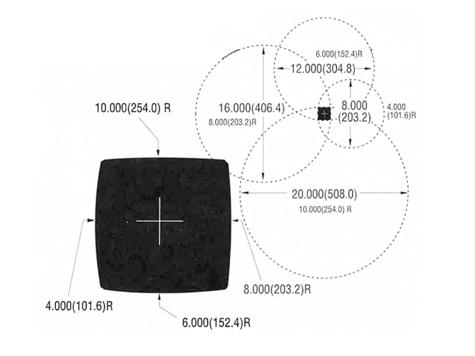
- 蚕食产生的碎片可能会对转塔导槽产生划伤
- 会导致冲芯上产生过多刮痕
- 增加了生产耗时(冲次过多)
- 增加机器维护维护成本(过多偏载)
- 模具过度磨损导致频繁的设备维护和模具替换
- 对机器过度磨损
- 边线难看
这有一个更好更有效的方法。
Mate的解决方案:
大多数转塔冲压机器都包含有一个自动分位工位,可依据机器程序随意自旋到任何指定的角度。MATE提供一个更通用的异形模具,可用于自动分位工位,提高生产效率和生产质量。MATE出版的解决方案着重研究了三种重要的异形:四向圆弧,内外角圆弧和香蕉模具。
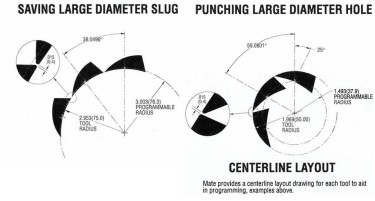
四向圆弧
如果想得到一个非常大的圆弧,这把刀具与自旋工位结合在一起,可以得到令人满意的光滑边缘效果。如右图所示,四向圆弧刀制成的大直径圆弧的边线非常平滑,而且所需冲次远远小于用圆模进行步冲的次数。我们完全可以在一个2”的C工位上,生成直径达8”,12”, 16”,乃至20“的超大圆弧。当然,我们还可以把这个圆弧变得更大,但是由于超过了该工位的弧度尺寸极限,做出来的圆弧会比较难看。
如果想让圆弧更漂亮,那么可以使用MATE的明星产品-全导向模具,使得在步冲过程中,退料板牢牢的控制住冲芯的横向移动,从而得到漂亮的接刀。
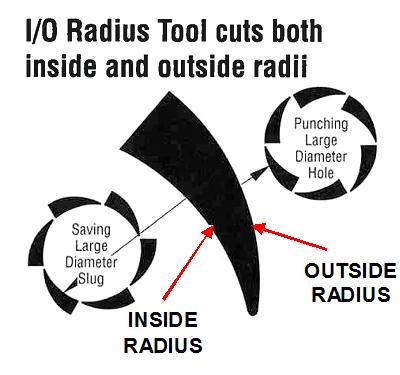
内外角圆弧
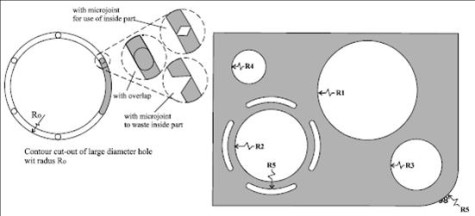
这种内外角圆弧的模具用于自动分度的工位。内半径必须大于外半径。这个模具可以进行编程,产生微联结的效应,使得要么把废料留在板上,要么把零部件链接在板上,但这些零部件可以被很容易地剥离。
模具的半径较大会使得大尺寸孔洞的边缘更加平滑,因为较大半径的冲芯只要几次就可完成圆弧制作,普通半径的冲芯要采取步冲的方式。模具的冲芯的尺寸根据配置而来。当模具的半径和发生的孔的半径一致时,就会产生平滑的边缘。
带有内外角圆弧的模具,当你想移除冲压出来的金属圆片或者保留冲压出来的孔洞时,不用停止机床。通过使用小的,精确的微联结搭扣,当需要移除冲压出来的废料而获得大的孔洞的时候,不需要停止机床。在冲压中间留出0.015英寸(0.4毫米)的间隙从而产生一个精确的微联结, 然后时候掰动敲落。
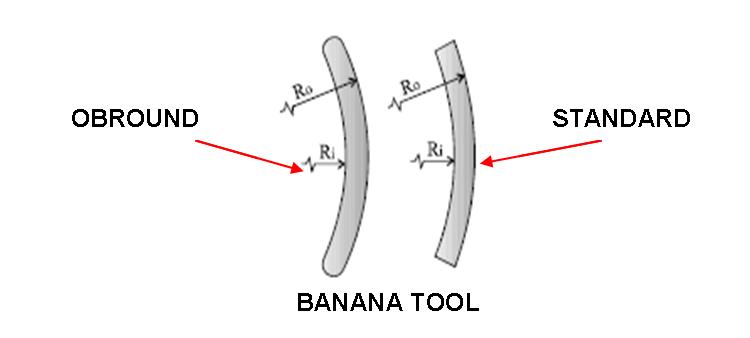
香蕉形模具
和内外角圆弧模具类似,香蕉形模具可以利用内角来对小尺寸零部件进行套料布局。带有圆弧顶角的香蕉形模具可能更适合薄板,因为和内外角圆弧模具不同的是,香蕉形模具没有尖锐的顶角用于生成微联结。
哪些客户可能会用到这些模具
| 航空航天 | 食品机械/冷冻设备 |
| 工程机械 | 重型设备/农业机械 |
| 汽车行业 | 暖通系统(制热/通风/空调) |
| 电气柜行业 | 比比皆是 |
可适用的模具类型
- 厚转塔模具
- 薄转塔模具
- 通快类型模具
- 村田魏德曼模具
- 萨瓦尼尼模具

